浮标式气动量仪操作方法,学到手,就可以轻松使用气动量仪
浮标式气动量仪用于测量项目的测量,设计到测量的仪器都是要求需要别的。失之毫厘差之千里,测量的时候点点小小的失误是很可能会造成严重后果的。所以不管是在仪器的生产或者是操作都需要仔细,要对测量的东西负责。所以浮标式气动量仪的操作大家了解吗?下面就跟随国宇量仪小编来了解下浮标式气动量仪的操作吧。
一、浮标式气动量仪简介
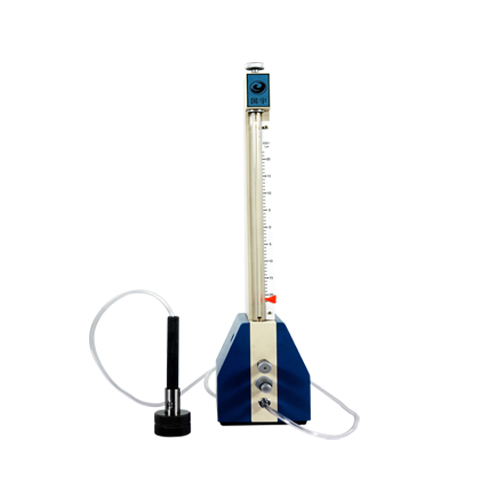
浮标式气动量仪也称流量式气动量仪。是种将被测尺寸的变化转换成锥度玻璃管内浮标位置的变化,从而实现尺寸的比较测量的仪器。
气动量仪配上各种测量头及测量装置,可实现下列测量项目:内径、外径、槽宽、孔距、深度、厚度、圆度、锥度、同轴度、直线度、平面度、平行度、垂直度、通气度和密封性等。
气动量仪基本放大倍数: 刻度尺上相邻两刻线的间距与分度值的比值。
气动量仪有示值范围: 在部刻度范围中,能保证性能指标的刻度范围。
气动量仪基准点: 指校准气动量仪用的界限位置,它决定有示值范围的上限与下限。
气动量仪多管相互影响: 在共用供气阀时,多管气动量仪各管之间示值的相互影响。
气动量仪示值总误差: 在气动量仪有示值范围内,各受检点的示值误差中的 大值与小值之差。
二、浮标式气动量仪操作方法
1、气动量仪用气动轴向测量头和测量台架的调整:
气动量仪倍数的调整般在两个基准点上(1000倍在零下80μm至零上80μm,2000倍为零下40μm至零上40μm,5000倍为零下15μm至零上15μm,10000倍为零下8μm至零上8μm)进行。下面以5000倍为例说明之。
气动量仪在调整之前应选择三组具有尺寸差的量块组,将 组量块放入测量喷嘴的下面,调节测量台架和测量头上的微调螺母,是喷嘴与量块面轻轻接触后固定之,打开进气阀送入压缩空气。
将二组量块放入测量喷嘴下面,浮标应处下基准点上,如果浮标高于该位置应进行零位调整---高于要求位置时零位旋钮按顺时针方向转动,反之则逆时针转动,是浮标正确的处在要求的位置上。将三组量块放入测量喷嘴下面,浮标应处在上基准点上,如果浮标高于该位置,将放大倍率旋钮逆时针转动,反之则顺时针转动,然后反复用二组三组量块进行零位和倍数的调整,使浮标正确处于上下两基准点上时为止。
2、气动量仪用气动内径测量头及校对规的调整:
测量头两喷嘴对应的尺寸与被测量尺寸间具有定初始间隙,所以在调整过程中,用上下限校对规的实际差值进行倍数和零位的调整。
先将下限校对规(设实际尺寸为φ22)套入测量头上,是测量头的喷嘴位于校对规的宽度的中间,打开进气阀,调节零位旋钮是浮标处于“0”位。取下下限校对规,放上上限校对规(设实际尺寸为φ22.015),旋转放大倍数旋钮进行倍数调整,如此反复用上、下限校对规调节放大倍数旋钮和零位旋钮达到浮标分别正确位于“0”和“15”时为止。
零位的调整当然以浮标指示的零位与尺寸的零位重合为方便,但是实际测量中往往有这样的现象发生:如用2000倍的浮标式气动量仪要测量尺寸为φ27+0.07 0的工件,此时就无法采用刻度尺的“0”作为读数的零位,而必须以零下的“30”作为读数的零位,以零下“30”至零上“40”作为读数区间。
3、用气动外径测量头及校对柱测量的调整:
外径测量的调整方法与气动内径测量头和校对规的调整方法相似,所差别的是用上限校对柱调整零位,用下限校对柱调整倍数,正好与内径测量情况相反。这是由于外径越大,测量间隙越小,浮标的位置越低;反之,外径越小,测量间隙越大,浮标位置越高。这点在调整时还是测量时都应别注意。
4、测量:
量仪调整完毕后,即可进行测量工作。当用气动轴向测头及测量台架进行测量时,将工作的被测面放在测量喷嘴下面,浮标可直接指示出被测量工件的尺寸。
内、外径的测量只要将被测工件代替校对规(校对柱),浮标可直接指示出被测工件的尺寸。在测量内径过程中,测量头的测量位置与校对位置保持致可以提高测量精度。
三、浮标式气动量仪使用注意事项
1、气源要尽量清洁干燥,过滤器要经常放水,要在上午、下午和每日停止工作时,步骤为拉动过滤器的手滑阀→截断气源→滤杯中的余气从手滑阀泄气孔排出→滤杯上差压排水阀在自动打开→自动放水。
2、压缩空气的压力应保持在0.3~0.7Mpa范围内;调压过滤器的出口压力应保持0.4Mpa范围;稳压器出厂前工作压力已调好为75Kpa。
3、使用时,测量部不用每次都校对,只有在长时间连续(2h)测量过程中、或中断测量后,重新工作时,用应标准件(校对规、柱)来校对零位和倍率。
4、测量部应作为消耗品考虑,长时间测量,因接触而造成磨损,磨损后测量部,位置变差增大。示值变动性变差,超过刻度尺1~1.5刻度,应准备更换,超过刻度尺2~2.5刻度,应更换测量部。
5、气动量仪测量时,被测零件与标准件(校对规、柱)有温差时会产生较大的误差;应等温后再测量。
6、气动量仪属于非接触(取平均值)被测零件表面粗糙度低于Ra3.2μm会产生较大的误差,应采用接触式测量。
7、接气动量仪的塑料软管定要用有柔软性,插入测量部,若有不规则的漏气,会引起示值不稳。
8、气动量仪玻璃管,没有必要时不要卸下,以免损坏玻璃管或弄坏浮标。
9、气动量仪浮标上下窜动大于1.5mm,可能是稳压器、倍率旋钮上有赃物或有不规则的漏气。清洗后用肥皂水检查漏气处。
10、气动量仪倍率旋钮不易过紧,请在O型圈底部涂润滑脂,调零旋钮不易太松,请用开口螺丝刀将旋钮切槽处扩大。
11、气动量仪测量部喷咀表面和标准件工作表面不要受伤,在停止使用时,用汽油清洗后涂防锈油,以免生锈。
12、气动量仪长期使用,气动量仪必须进行周期检定(我公司生产检定量仪的微动台架)浮标量仪的检定周期为12个月,标准件的检定周期为3个月,检定后如发现标准件磨损,尺寸有变化应以 新检定的实际值作为调整仪器的依据。
看完上文之后应该对浮标式气动量仪有了定的了解,对浮标式气动量仪的操作也有了定的了解,要想操作好定要先将仪器调整准确,才能的测量,得到的测量答案。浮标式气动量仪的操作是很重要的,在测量前定要先学好操作。
一、浮标式气动量仪简介
浮标式气动量仪也称流量式气动量仪。是种将被测尺寸的变化转换成锥度玻璃管内浮标位置的变化,从而实现尺寸的比较测量的仪器。
气动量仪配上各种测量头及测量装置,可实现下列测量项目:内径、外径、槽宽、孔距、深度、厚度、圆度、锥度、同轴度、直线度、平面度、平行度、垂直度、通气度和密封性等。
气动量仪基本放大倍数: 刻度尺上相邻两刻线的间距与分度值的比值。
气动量仪有示值范围: 在部刻度范围中,能保证性能指标的刻度范围。
气动量仪基准点: 指校准气动量仪用的界限位置,它决定有示值范围的上限与下限。
气动量仪多管相互影响: 在共用供气阀时,多管气动量仪各管之间示值的相互影响。
气动量仪示值总误差: 在气动量仪有示值范围内,各受检点的示值误差中的 大值与小值之差。
二、浮标式气动量仪操作方法
1、气动量仪用气动轴向测量头和测量台架的调整:
气动量仪倍数的调整般在两个基准点上(1000倍在零下80μm至零上80μm,2000倍为零下40μm至零上40μm,5000倍为零下15μm至零上15μm,10000倍为零下8μm至零上8μm)进行。下面以5000倍为例说明之。
气动量仪在调整之前应选择三组具有尺寸差的量块组,将 组量块放入测量喷嘴的下面,调节测量台架和测量头上的微调螺母,是喷嘴与量块面轻轻接触后固定之,打开进气阀送入压缩空气。
将二组量块放入测量喷嘴下面,浮标应处下基准点上,如果浮标高于该位置应进行零位调整---高于要求位置时零位旋钮按顺时针方向转动,反之则逆时针转动,是浮标正确的处在要求的位置上。将三组量块放入测量喷嘴下面,浮标应处在上基准点上,如果浮标高于该位置,将放大倍率旋钮逆时针转动,反之则顺时针转动,然后反复用二组三组量块进行零位和倍数的调整,使浮标正确处于上下两基准点上时为止。
2、气动量仪用气动内径测量头及校对规的调整:
测量头两喷嘴对应的尺寸与被测量尺寸间具有定初始间隙,所以在调整过程中,用上下限校对规的实际差值进行倍数和零位的调整。
先将下限校对规(设实际尺寸为φ22)套入测量头上,是测量头的喷嘴位于校对规的宽度的中间,打开进气阀,调节零位旋钮是浮标处于“0”位。取下下限校对规,放上上限校对规(设实际尺寸为φ22.015),旋转放大倍数旋钮进行倍数调整,如此反复用上、下限校对规调节放大倍数旋钮和零位旋钮达到浮标分别正确位于“0”和“15”时为止。
零位的调整当然以浮标指示的零位与尺寸的零位重合为方便,但是实际测量中往往有这样的现象发生:如用2000倍的浮标式气动量仪要测量尺寸为φ27+0.07 0的工件,此时就无法采用刻度尺的“0”作为读数的零位,而必须以零下的“30”作为读数的零位,以零下“30”至零上“40”作为读数区间。
3、用气动外径测量头及校对柱测量的调整:
外径测量的调整方法与气动内径测量头和校对规的调整方法相似,所差别的是用上限校对柱调整零位,用下限校对柱调整倍数,正好与内径测量情况相反。这是由于外径越大,测量间隙越小,浮标的位置越低;反之,外径越小,测量间隙越大,浮标位置越高。这点在调整时还是测量时都应别注意。
4、测量:
量仪调整完毕后,即可进行测量工作。当用气动轴向测头及测量台架进行测量时,将工作的被测面放在测量喷嘴下面,浮标可直接指示出被测量工件的尺寸。
内、外径的测量只要将被测工件代替校对规(校对柱),浮标可直接指示出被测工件的尺寸。在测量内径过程中,测量头的测量位置与校对位置保持致可以提高测量精度。
三、浮标式气动量仪使用注意事项
1、气源要尽量清洁干燥,过滤器要经常放水,要在上午、下午和每日停止工作时,步骤为拉动过滤器的手滑阀→截断气源→滤杯中的余气从手滑阀泄气孔排出→滤杯上差压排水阀在自动打开→自动放水。
2、压缩空气的压力应保持在0.3~0.7Mpa范围内;调压过滤器的出口压力应保持0.4Mpa范围;稳压器出厂前工作压力已调好为75Kpa。
3、使用时,测量部不用每次都校对,只有在长时间连续(2h)测量过程中、或中断测量后,重新工作时,用应标准件(校对规、柱)来校对零位和倍率。
4、测量部应作为消耗品考虑,长时间测量,因接触而造成磨损,磨损后测量部,位置变差增大。示值变动性变差,超过刻度尺1~1.5刻度,应准备更换,超过刻度尺2~2.5刻度,应更换测量部。
5、气动量仪测量时,被测零件与标准件(校对规、柱)有温差时会产生较大的误差;应等温后再测量。
6、气动量仪属于非接触(取平均值)被测零件表面粗糙度低于Ra3.2μm会产生较大的误差,应采用接触式测量。
7、接气动量仪的塑料软管定要用有柔软性,插入测量部,若有不规则的漏气,会引起示值不稳。
8、气动量仪玻璃管,没有必要时不要卸下,以免损坏玻璃管或弄坏浮标。
9、气动量仪浮标上下窜动大于1.5mm,可能是稳压器、倍率旋钮上有赃物或有不规则的漏气。清洗后用肥皂水检查漏气处。
10、气动量仪倍率旋钮不易过紧,请在O型圈底部涂润滑脂,调零旋钮不易太松,请用开口螺丝刀将旋钮切槽处扩大。
11、气动量仪测量部喷咀表面和标准件工作表面不要受伤,在停止使用时,用汽油清洗后涂防锈油,以免生锈。
12、气动量仪长期使用,气动量仪必须进行周期检定(我公司生产检定量仪的微动台架)浮标量仪的检定周期为12个月,标准件的检定周期为3个月,检定后如发现标准件磨损,尺寸有变化应以 新检定的实际值作为调整仪器的依据。
看完上文之后应该对浮标式气动量仪有了定的了解,对浮标式气动量仪的操作也有了定的了解,要想操作好定要先将仪器调整准确,才能的测量,得到的测量答案。浮标式气动量仪的操作是很重要的,在测量前定要先学好操作。