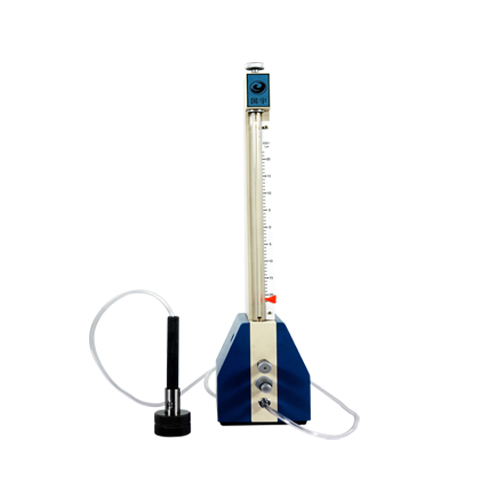
浮标式气动量仪调整 数显气电量仪调整 数显气动量仪调整
气动量仪关键是开展高精密精确测量的,终究是高精密精确测量,因此对度的规定是很高的,都了解句话,失之毫厘失之千里,豆豆偏差就会有将会出現大的难题。那麼气动量仪如何校正呢?气动量仪校正流程是如何的呢?请随铭圣小编起来掌握一下!气动量仪关键是开展高精密测量的,终究是高精密测量,因此对度的规定是很高的,都了解句话,失之毫厘失之千里,豆豆偏差就会有将会出現大的难题。那麼气动量仪如何校正呢?气动量仪校正流程是如何的呢?请随铭圣小编起来掌握一下! 一、气动量仪校正前的调节 气动量仪在使的用全过程中必须常常调节倍数及其零位。另外在应用一段时间后,就会造成各式各样的常见故障,这就必须开展常见故障的,便于来修复原来的功能和特性。普遍的必须气动量仪调节校正的常见故障有: (1)精密度常见故障:包含气动量仪轴精密度禁止、两座标测量精密度差、视角量程偏差大、不一样平面图数据误差大等。解决该类常见故障,要留意效正和调节。 (2)读值常见故障:读值出现异常不平稳,测量值十分大,有将会未开展标件效正,开展标件效正后就可以一切正常。 出現难题就必须开展调节校正,检仪的各大类性能参数的调节大部分是在加工过程中开展,其前提条件是检仪的各零件都从没应用过、气动阀门符合规定、另外计量检定专用工具是规范的。 1、多管量程转变 危害多管量程转变的要素关键有零位阀套的相互配合太紧及其零位弹黄的刚渡过大。 2、量程可靠性 电子器件柱气动量仪 危害检仪量程的可靠性要素关键决策于联接管道及其相接处的漏汽,倍数螺丝上密封环的直径很小,外螺纹相互配合很松及其零位置的螺丝外螺纹部相互配合很松等。气动阀门很脏,供气中的过滤装置由于长期沒有清理导致流过检仪的气体中带有的油、水份过多都是缘故之。在开展长期的量程可靠性试验时,气体中的油污积附在喷头下边的隔板(即垫快或量快)上,积附的越多,時间就愈长,这就等于测量空隙慢慢的减少,检仪的量程也必定会造成挺大的转变。 3、量程越差及其响应速度 检仪的量程越差偏差,关键看稳压电源是不是一切正常,及其是不是有很大的脏污进到稳压电源或是检仪的內部。 以上内容由梁山国宇量仪精密机械有限公司提供 4、量程偏差 危害浮标式气动量仪的量程偏差关键要素是锥度玻璃试管、压力和漏汽及其测针。 锥度玻璃试管的内壁外观设计是决策于检仪量程偏差尺寸的重要要素。特别是在是碾磨加工工艺生产加工的锥度玻璃试管,其内壁外观设计的偏差般较为大。 漏汽在计量检定气动量仪的量程偏差时,定是在上、下测量点中间调节检仪的标准倍数,另外与2个测量点相对性应的测量的空隙值由轴体台或不一样的量块得出。比如从锥度玻璃试管上刚开始至测针这一段的每个接口处、假如软管处漏汽得话,因而事实上就会增加测量的空隙值,进而使检仪的量程偏差产生变化。因此应当细心的查验锥度玻璃试管是不是能够装斜,玻璃试管的旋盖又是不是未卡紧,连接头的压合处是不是有空隙及其分派室是不是因机构松散而漏汽等要素。 规范的径向测针因为常常对零,则面就会产生损坏,进而促使喷头圆弧减少,即会导致检仪有量程范围之内中南部偏差的偏正,因而应当进行调整。 以上内容由梁山国宇量仪精密机械有限公司提供 5、倍数 针对倍数阀,要重视分派室中倍数螺丝旋紧螺丝孔内是不是有切削等脏污沒有清洗,丝孔是不是还没有生产加工到深层,丝孔的面是不是与丝孔的中线不竖直,或是平整度欠佳及其倍数螺丝外螺纹部太长等。 6、精测量空隙 倘若检仪的倍数能超过详细的规定,则就会危害检仪精测量空隙的关键要素是检仪內部和软管及其接口处漏汽。 7、进气口工作压力性 假如危害检仪进到气工作压力性的关键要素是稳压电源的工作压力性。 8、浮标可靠性 气动量仪的标示可靠性都是浮标的可靠性。危害浮标可靠性的要素关键有浮标的外观设计,供气中存有的不规律漏汽及其供气各溢流阀处造成的涡旋等缘故。假如浮标的大外圆不圆、外圆得表层有毛边及其磕磕碰碰、外观设计和内壁不一样轴等缘故就会导致浮标的旋转、晃动和歪斜,这时应当立即拆换浮标。 了解气动量仪如何校正及其危害要素还不足,还必须了解气动量仪校正流程,依据流程来开展校正,那样会更非常容易些,而且针对初学者而言,都是种不易出差错的方式 呦。人们起來向下一下吧! 浮标式气动量仪 二、气动量仪校正流程 1、清气动量仪:在应用前,需除气动量仪和支撑架表层尘土和油迹,使之保持干净;3.2气动式公称直径精测量头与审校规的调节: 2、先测算上低限审校规的范畴:限制审校规25.0276mm-低限审校规24.9701mm=0.0575mm,以μ值测算,取整数金额58μ。 3、随后测算尺标的赋值范畴:尺标的小标尺为2μ,上低限审校规的范畴是58μ,尺标的范畴则是29格。 4、开启旁通阀,套进低限审校规(24.9701mm),使喷头处在审校规总宽的正中间部位.将校对规转动360度,调整零位旋纽,使浮标处在低限部位,将鲜红色游标箭头符号挪到浮标处与浮标齐平,并标识24.9701mm;取出低限审校规,套进限制审校规,将校对规转动360度,使浮标处在限制部位,将鲜红色游标箭头符号挪到浮标处与浮标齐平,并标识25.0276mm。若有误差,调整倍数旋纽,向限制部位反过来方位调节,即浮标处在限制部位左右,调整倍数旋纽,使浮标处在限制部位下列,再用零位旋纽调为限制部位.不断用起低限审校规调整零位与倍数旋纽,就可以使浮标处在“+28”与“-30”的部位。 5、校正:气动量仪在应用前需要做校正,校正方式 是应用限制审校规审校浮标的限制部位与标识25.0276mm是不是相符合,应用低限审校规审校浮标的低限部位与标识24.9701mm是不是相符合,如相符合则为及格,可应用;如未相符合则按照3.2.3的流程调节,直到及格。并将校正的結果纪录在《气动量仪校正记录卡》上。 以上内容由梁山国宇量仪精密机械有限公司提供 三、如何分辨气动量仪校正取得成功没? 必须提前准备乙醇,整洁的布,刚开始還是必须观查仪器设备表面有木有损坏,大数字标尺是否很清晰,随后查验相对湿度如何,好是干躁而且一切正常的工作压力,调整相对的按键,转动变大倍率开展调节,这般不断,明确浮标恰当部位为标准,随后选择适合的环规,载入φ,并测算相对性于的规格偏差就可以,那样多试着几回就了解校正取得成功没。 看了文章内容后,您了解气动量仪该如何校正了没有?要有恰当的流程,也要了解危害要素,随后开展调节,那样才可以使气动量仪完被校正。精的检测仪器,才可以的测量,才可以确保被精测量商品的确性,才可以更有的防止出错。 以上内容由梁山国宇量仪精密机械有限公司提供