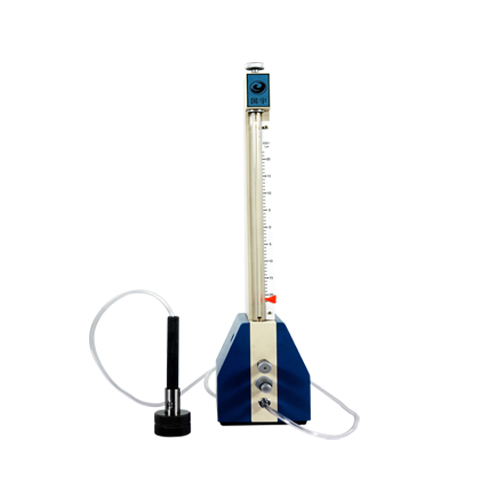
气动量仪测头 环规测头 气电量仪测头
气动量仪的用途极为广泛,可以用于精密测试,也可以用于自动测量。
精密测试
气动量仪与测头一般是分开的,两者之前用软管连接起来。作为量仪,应该包括从测头到指示部的一个完整的测量链,但一般所说的气动量仪,实际上仅仅只是气动量仪指示部。它与气动测头在一起才能构成一台完整的量仪。
由于气动量仪的特点,生产和使用的需要,气动量仪指示部与测头在设计,生产,使用,更换等方面都是独立的,习惯上把气动量仪指示部就称为气动量仪了。
气动测头将被测参数的变化转换成空气流量,压力等参数的变化,在气动量仪上进行指示,因此只要是能利用气动测头变换成流量,压力等变化的所有参数,都可以用气动量仪进行测量例如,厚离,孔径,轴径,槽宽,槽深,配合间隙等尺寸参数,圆度,平面度等形状参数,孔面垂直度,两孔或两轴平行度,孔轴心距等位置参数以及能转换成长度量如容积,重量,力等其它的物里量,所以说,如果掌握了各种气动量仪的原理和特点以及气动测头的设计方法,几乎所有的参数都是可以用气动量仪来进行测量的。
用于精密测量的量仪的种类很多,都具有各自的特点,根据气动量仪的特点,主要用于如下几个方面
孔径,槽宽的测量,特别是深孔,小孔直径,窄槽宽的测量,如直径100mm长度1m的深孔的孔径3~1mm的槽宽的测量,用一般的测量方法是非常困难,甚至不可能的,而用动测量则比较方便。
非接触式测量。如表面粗糙度低,表面不允许有微小划痕的工件的测量,,用气动测量,可以完全不接触工件表面。
铝、塑料,橡胶等软材料的尺寸测量,这些材料由于表面硬度低,易于变静,用一般方法的测量,测量精度很低,用气动测量因测力很小,可以获得较高精度。
大批量生产中精密零件的尺寸测量,一般气动测头只适合测量一种件某个尺寸,即测头是专用的,因此特别适合于大批量生产,可以获得高.效,高精度的良好效果。
多参数同时测量。如发动机的活塞可以同时测量出销孔径,裙部直径,槽底径等,活塞销可以同时测量轴向三个截面的直径,非常方便。
形状误差的测量。如孔轴线的直线度测量,用一般方法非常困难,用气动测量则非常方便。
很多用一般测量方法非常困难的位置精度的测量。如孔心距的测量,孔的平行度测量,气动测量比一般方法效率要高几十倍,其它如孔轴线与端面的垂直度,同轴孔的同轴度等等,用气动测量都是极其方便的。
大型零件上的某些参数的精密测量,如箱体上的孔径测量,这种零件不可以搬到精密的仪器上进行测量,而气动测量时,因气动测头可以远离气动量仪,所以测量十分方便。
配合间隙的测量。配合间隙一般是分别测量出孔和轴的尺寸来确定的,由于受测量精度的限制,常常不能满足要求,用气动测量可以使高压空气或其它气体流过配合间隙,并测出其流量,从而获知其间隙值,这种综合测量方法的精度和效率都比较高。
容积,漏气量,密封性,通气性等用一般测量方法比较困难,如利用空气状态的变化规律和流动特性进行测量,则很方便。
自动测量
自动测量,包括自动检验,自动分选,主动测量,自动补调等方面。由于自动测量需要自动控制或干预工艺过程,一般来说,用电动量仪较为合适。但是电动量仪我数情况下只适用于外尺寸等一般易于测量的参数,对于诸如小孔磨削主动测量,内孔珩磨主动测量,孔类零件的自动分选和自动检测,则仍以气动测量为合适。另外如种形状,位置误差的自动检测,也以气动测量见长,即使是一般的外圆磨削主动测量,使用气动测量也具有精度,效率,低成本和易于实现等优点。