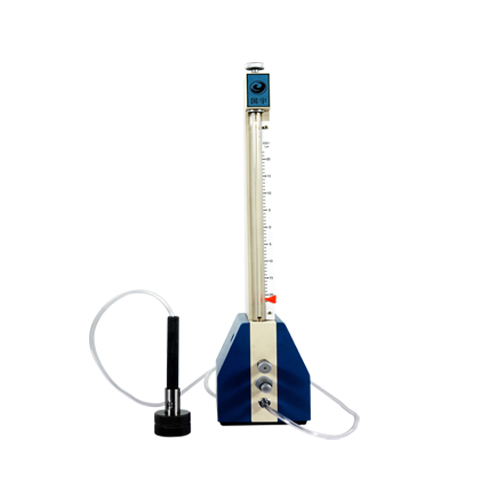
气动量仪检定规程
梁山国宇量仪精密机械有限公司详细介绍气动量仪检定规程。
1目的
对该仪表检定调整方法进行规定,确保仪表精度能达到生产使用要求。
2范围
适用于本公司气动量仪进厂用使用中的检查和检定。
3职责
3.1仪表室人员:负责检定生产工厂所用的气动量仪,使用人配合。
4作业程序
4.1气动量仪检定项目和要求
4.1.1外观
气动量仪的各部分不应有碰伤、锈蚀、划痕、脱漆、毛刺等外观缺陷,表蒙应透明洁净,不应有气泡和磨毛现象,表盘刻线应清晰、平直、不应有断线和目视可见的粗细不匀;使用中的气动量仪允许有不影响使用的外观缺陷。
4.1.2各部分的相互作用
气动量仪的总行程超过工作行程应不少于0.1mm,测杆移动及指针转动应平稳、灵活、指针安装应牢固可靠;气动量仪装夹后测杆能灵活移动,调零装置应平稳可靠,扭转测杆、示值变化不应超过1/2分度值。
4.2.3指针与表盘的相互位置
在自由状态下,指针应位于测杆轴线左侧上方60度—90度内,指针尖端应盖过刻度盘短线长度的30—80%;指针尖端到刻度盘之间的距离不大于1mm;指针尖端与刻线方向一致,不得有目力可见的偏针。
4.2.4测力
气动量仪的测力不得超过1.5牛顿,单向行程测力变化不大于0.5牛顿,同一点正反行程上测力落差不大于0.4牛顿。
4.2.5测杆径向受力对示值的变化
垂直于测杆加力1.5牛顿,气动量仪示值变化小于3um为0级,变化小于5um为1级。
4.2.6示值变化、回程误差
受检点示值变化小于3um为0级,小于5um大于3um为1级,回程误差小于3um为0级,3~5um为1级。
4.2.7示值误差
4.2气动量仪检定方法
4.2.1气动量仪外观,各部分相互作用、指针与表盘的位置的检定。用试验和目力观察。
4.2.2示值误差和回程误差的检定气动量仪全行程的示值误差是指检定正反向行程时,各受检点误差的最大与最小值的代数差,任意一转内的示值误差是指该转内正向行程和反向行程各受检点误差的最大值与最小值的代数差,每一受检点上正向和反向行程误差的代数差,即为该点的回程误差,取各受控点回程误差的最大值,作为受控气动量仪的回程误差。
4.2.3示值变动性检定
示值变动是指在外界条件不变的情况下,对同一尺寸重复测量所得结果的最大差值,检定方法是:将气动量仪安装在刚性支架上,使测量杆的轴线垂直于刚性平台,分别在测量范围内的始点、中点、终点三个位置,以正常快速拨动测量杆,重复测量不少于5次,各受检点位置上最大与最小示值误差为各位置的示值变化,三个位置上示值变化最大者,即为气动量仪的示值变化。
4.2.4测杆径向各受力对示值影响的检定
测杆径向受力所引起的示值变化,检定时,将被检气动量仪装在臂架上,分别将测杆压缩在工作行程的始端、中间和未端三个位置上,然后在测杆垂线方向上加压,由气动量仪读出三个位置上最大与最小示值之差,取三个差值中最大者作为测杆径向受力引起的示值变化。
4.2.5测力的检定
测力可在测力检定仪上检定。将气动量仪可靠地安装在可调臂上,测量气动量仪行程范围的起点、中点和终点三个位置上的测力值,然后继续压缩测量杆使之超过工作行程终点后,再按相反方向返回到起点,测得起点、中点和终点三个位置的测
力值。正行程中的最大测力值即为气动量仪的最大测力,正行程中的最大测力值与最小测力之差即为气动量仪的测力变化值,得出各点的正反行程测力之差,取其最大值为气动量仪的测力差。
4.3检定规则
4.3.1进厂气动量仪经检定后才能投入使用。
4.3.2在使用的气动量仪要按照《量值传递及检测设备检定周期及计划》的规定进行检定和保养。
4.3.3在使用中出现问题,使用责任人应及时送仪表室修理,经检定确认合格贴上合格证后方可使用。
4.3.4每次检定要认真填好检定及修理记录,检定员应对情况进行分析总结经验。
5参考文件5.1《量值传递及检测设备检定周期及计划》,编号:Q/C&U(BK)G05-C721-02
6附件(无)
7表单7.1《气动量仪检定记录》,编号:Q/C&U(BK)G05-D721-08