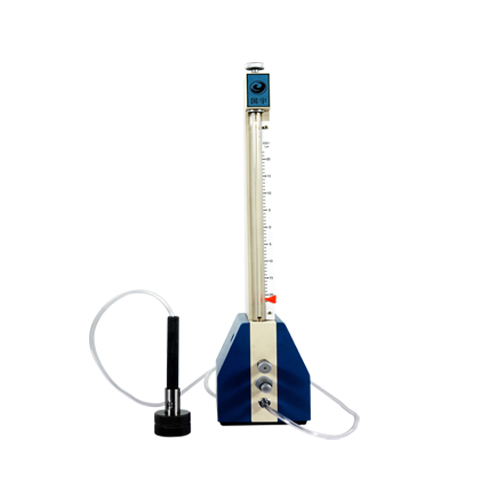
珩磨机气动量仪运用 珩磨机配合气电量仪使用
梁山国宇量仪精密机械有限公司详细介绍珩磨机气动量仪。珩磨机气动量仪是其珩磨头的进给机构,下面我们分析一下其进给原理:该进给机构是靠机械及液压传动配合电气控制、气动量仪完成砂条进给的,下面我们先分析其机械传动部分。
珩磨头进给机构该机构设有粗精珩和光珩磨、自动褪刀、手动调刀等功能。
进给油缸剖面图在珩磨过程中,由于喷嘴与缸壁的间隙是不断变化的,这个间隙的变化量与气动量仪内的气压损失△P是线性的,这个压力变化值被测量仪的压电传感器转变为电信号来控制珩磨尺寸。当气动量仪测量没到尺寸时,量仪压力电气传感器给出电信号到进给电磁阀,高压油推动进给油缸活塞以珩磨冲程为脉冲来回运动,进给油缸活塞通过棘爪拨动进给齿轮3带动内螺纹套转动,驱动外螺纹套向下移动,带动进给,使得珩磨砂条向外膨胀,进给活塞没完成一个行程对应的进给量0.002mm,完成一次进给。
当粗精磨到尺寸后(气动量仪给出信号),这时量仪传感器发出信号给退刀电磁阀换向,高压油推动退刀活塞退回,砂条自动缩回原位。同时通过光珩电磁阀来的高压油推动光珩磨油缸活塞向下移动,带动光珩挺杆向下移动,从而将光珩砂条涨出进行光珩,光珩是靠时间控制的,到了设定时间,光珩电磁阀换向活塞上移带动挺杆退回,光珩砂条缩回。通过以上的进给原理分析,我们可以看到进给量是不连续的,有冲击现象,这样我们很难对加工情况进行必要的控制,对提高加工质量带来了一定的困难。2.冲程控制下面我们再来简单分析以下其冲程的速度控制,4是改进前的冲程图控制的液压原理图,冲程速度与主轴回转速度的匹配是保证网纹质量非常关键的因素,所以如果我们能够对其进行调整,就可以进行优化的选择。
改进前的冲程控制液压原理图,冲程的速度控制只有一个可手动调节的节流阀V2,并且该阀安装在机床顶部,很不好调节。在图示位置电磁阀不带电,此时压力油经主换向阀进入珩磨缸的下腔,使得珩磨工具向上移动,保持在上端位置,此时珩磨头油缸的活塞杆被抱刹油缸抱住,防止珩磨头下滑,抱刹油缸起保险作用,当要工作时,抱刹被液压油打开,先导阀电磁铁通电,高压油通过主换向阀同时进入珩磨油缸的上下腔,此时由于上腔活塞面积大所以活塞向下运动,当先导阀失电时,高压油进入活塞下腔,活塞向上运动,回油经单向节流阀回油箱。这样循环往复完成珩磨的冲程运动。