浮标式气动量仪使用方法步骤
大家好,国宇量仪和大家简单聊聊浮标式气动量仪使用方法步骤
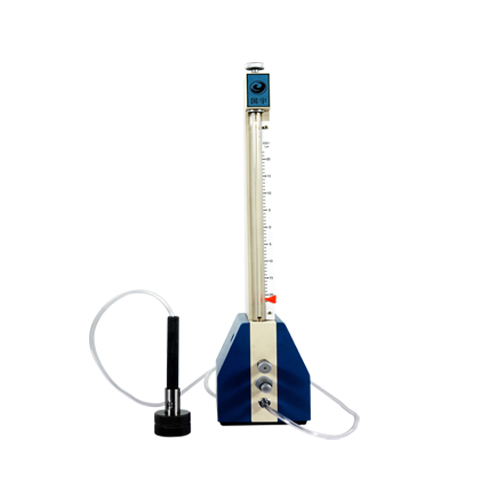
浮标式气动量仪呢是一种长度测量工具,它的原理是比较测量法。其测量方法是将长度信号转化为气体流量或压力信号,通过玻璃管浮标或电子柱光柱的形式显示。这两种显示形式分别称为浮标式气动量仪和电子柱式气电量仪。气动量仪与不同的气动测头搭配,可以实现多种参数的测量。为满足工业4.0时代对智能化精密测量设备的要求,气电量仪在信号处理、信息分析方面有突出优势。气动测量是通过空气流量和压力来测量工件尺寸大小的技术,空气的流量与尺寸间隙的大小具有一定的比例关系。实现气动精密测量,需要感应被测工件尺寸变化,通常称之为测量头,也就是气动测量中的气测校。

接下来和大家讲讲浮标式气动量仪的使用注意事项
1.压缩空气压力保持在0.3-0.7MPa之间,气源要尽量清洁,干燥;
2.测量前,需保证测量头,环规,产品清洁;
3.读数时注意眼睛,刻度线和浮标在同一高度线上;
4.浮标式气动量仪不允许有漏气位置;
5.浮标式气动量仪停用存放时,零位旋钮和放大倍数旋钮不宜过松或过紧。测量头,校对环规停用时应做防锈;
6.长期使用,应做周期检定。如校对环规尺寸有变化,应以实际的尺寸作为调整仪器的依据。
浮标式气动量仪的应用
内径和外径:浮标式气动量仪常被用于测量工件的孔内径和圆外径的尺寸或形状。两喷嘴气动测头——具有两个相对的喷嘴孔,常用于测量孔的内径,而两喷嘴的气动塞规则主要用于测量外径。 平均值:多喷嘴均匀分布在一个圆面上的测量工具,可以为使用者完成平均值的测量。这种测量工具主要用于薄壁元件或特殊的圆表面元件,四个、六个或更多的喷嘴可以被使用,喷嘴数目将取决于测量工具的大小。 特殊圆表面:气动量仪能测量工件的圆度。对于两点不圆的情况,一个常用的两喷嘴气动测头就可以了,如果是奇数圆,就必须根据圆奇数的数目相应的增加喷嘴的数量。直线度:气动量仪另一个常用的地方是用于动态的测量孔的直线度或者弯曲度,在这样的测量中,一个特制的气动测头可以简单快捷的测量出被测工件内孔的直线度。 垂直度:测定一个工件的垂直度,例如测量某孔相对于某一表面的垂直度,可以通过在被测孔中移动一个具有“Z”字形的喷嘴的气动测头,根据背压的改变,测量出垂直度的变化。 锥度:锥度的变化可以通过两个不同喷嘴面直径的特殊测头被气动量量仪调整得正确与否会直接影响到测量结果的正确性,所以应给予特别的重视。调整的具体方法随着测量类型的不同略有差别,下面主要介绍三种最基本的调整方法。对量仪有了充分了解并掌握了这三种方法后,对其它类型测量的调整可以说没有什么困难。
用气动轴向测量头和测量台架的调整
倍数的调整一般在两个基准点上(1000倍在零下80μm至零上80μm,2000倍为零下40μm至零上40μm,5000倍为零下15μm至零上15μm,10000倍为零下8μm至零上8μm)进行。下面以5000倍为例说明之。在调整之前应选择三组具有图9所示尺寸差的量块组,将第一组量块放入测量喷嘴的下面,调节测量台架和测量头上的微调螺母,是喷嘴与量块端面轻轻接触后固定之,打开进气阀送入压缩空气。将第二组量块放入测量喷嘴下面,浮标应处下基准点上,如果浮标高于该位置应进行零位调整---高于要求位置时零位旋钮按顺时针方向转动,反之则逆时针转动,是浮标正确的处在要求的位置上。将第三组量块放入测量喷嘴下面,浮标应处在上基准点上,如果浮标高于该位置,将放大倍率旋钮逆时针转动,反之则顺时针转动,然后反复用第二组第三组量块进行零位和倍数的调整,使浮标正确处于上下两基准点上时为止。
用气动内径测量头及校对规的调整
测量头两喷嘴对应的尺寸与被测量尺寸间具有一定初始间隙,所以在调整过程中,用上下限校对规的实际差值进行倍数和零位的调整。首先将下限校对规(设实际尺寸为φ22)套入测量头上,是测量头的喷嘴位于校对规的宽度的中间,打开进气阀,调节零位旋钮是浮标处于“0”位。(取下下限校对规,放上上限校对规(设实际尺寸为φ22.015),旋转放大倍数旋钮进行倍数调整,如此反复用上、下限校对规调节放大倍数旋钮和零位旋钮达到浮标分别正确位于“0”和“15”时为止。零位的调整当然以浮标指示的零位与尺寸的零位重合最为方便,但是实际测量中往往有这样的现象发生:如用2000倍的浮标式气动量仪要测量尺寸为φ27+0.07 0的工件,此时就无法采用刻度尺的“0”作为读数的零位,而必须以零下的“30”作为读数的零位,以零下“30”至零上“40”作为读数区间。
用气动外径测量头及校对柱测量的调整
外径测量的调整方法与气动内径测量头和校对规的调整方法相似,所差别的是用上限校对柱调整零位,用下限校对柱调整倍数,正好与内径测量情况相反。这是由于外径越大,测量间隙越小,浮标的位置越低;反之,外径越小,测量间隙越大,浮标位置越高。这一点无论在调整时还是测量时都应特别注意。
测 量
浮标式气动量仪调整完毕后,即可进行测量工作。当用气动轴向测头及测量台架进行测量时,将工作的被测面放在测量喷嘴下面,浮标可直接指示出被测量工件的尺寸。内、外径的测量只要将被测工件代替校对规(校对柱),浮标可直接指示出被测工件的尺寸。在测量内径过程中,测量头的测量位置与校对位置保持一致可以提高测量精度。仪轻易的测量到。气动量仪选购时根据可测量工件的各种长度参数、形状和位置误差,特别对某些机械量具和量仪难以实现的测量。例如深孔内经,小孔内经,窄槽宽度等,比较容易实现。气动量仪的放大倍数较高,人为误差较小,工作时无机械摩擦,没有回程误差。这种气动量仪的仪器操作方便、读数直观、能够进行连续测量。特别是多管拼合式气动量仪,能够同时测量多个参数,测量效率高。浮标式气动量仪实现测量头与被测表面不直接接触,减少测量力对测量结果的影响,避免划伤被测件表面,对薄壁易变形零件的测量尤为适用。由于非接触测量,测量头可较少磨损,延长使用寿命。浮标式气动量仪在选购时要观察外表面的图层与镀层应无剥落、生锈等缺陷。气动量仪应无影响使用性能的漏气。放大倍数调整按钮和零位调整按钮转动应灵活、可靠,不应有,明显的轴向窜动。选矿药剂 在测量时要界限指针应便于上下调整,且定位准确,固定可靠。计量仪刻度尺上的刻线、数字及其他标志是否正确、均匀、清晰。