锥度刀柄如何检测 锥度刀柄如何测量 锥度刀柄的检测方法
大家好,欢迎光临梁山国宇量仪精密机械有限公司网站,下面我们来畅聊一下关于刀柄的锥度要如何检测。
我司有专业的检测检具,
检测项目:
内锥、外锥度以及高度
检测系列:
BT30锥度刀柄 BT40锥度刀柄 BT50锥度刀柄
ER08锥度刀柄 ER11锥度刀柄 ER20锥度刀柄 ER25锥度刀柄 ER32锥度刀柄 ER40锥度刀柄
ISO10锥度刀柄 ISO16锥度刀柄
BBT30锥度刀柄 BBT40锥度刀柄
HSK20锥度刀柄,HSK25锥度刀柄HSK32锥度刀柄HSK40锥度刀柄HSK50锥度刀柄
HSK63锥度刀柄HSK100锥度刀柄
HSK锥度刀柄
可根据客户要求加工定制非标锥度检具。

不少客户会在刀柄的使用过程中发现,在机床上测刀柄跳动量发现跳动很大,进而怀疑刀柄有问题.是不是真是刀柄有问题,下面做一些分析:
其实在机床上所测的跳动量并非单单刀柄的跳动量,而是机床主轴、刀柄以及刃具(或量棒)装夹在一块的整个系统的综合跳动的体现.此跳动量不但和机床、刀柄及刃具有关系,而且和装夹方法及操作是否规范(比如刀柄椎柄部和夹套是否清洁干净等)也有关系.
请跟随国宇量仪一起再往下看:
但是,在机床上测出来刀柄跳动小就一定能说明刀柄跳动精度好吗?其实也不一定!如下图一所示:在同一个跳动量比较大的主轴上,分别装一个跳动精度好的刀柄,和一个跳动精度差的刀柄去测量跳动,得到的结果可能正好相反.即使是同一主轴同一刀柄,刀柄前后两次旋转180°装到主轴上去测跳动量,得出的结果也可能是完全不同的.
经过国宇量仪厂家上面的分析,想要在机床上测刀柄跳动精度的好坏:
1、首先,要保证机床主轴的跳动精度是值得信赖的.可以事先用量棒去测测机床主轴的跳动精度是不是在要求的范围内.
2、还要保证机床主轴、刀柄及刃具等所有配合表面清洁,同时保证是用正确的方法进行操作.
困扰的是,往往在客户现场测出来刀柄跳动大的话,客户会首先怀疑是刀柄的问题.下面介绍一个在这种情况下能快速判定,到底是刀柄的问题还是机床主轴的问题的方法:
我们首先呢在跳动值对应的刀柄位置做上记号,然后把刀柄旋转180°装到机床主轴上再测跳动,如果此次跳动值还在刀柄做记号的位置附近,说明刀柄有问题;如果跳动值出现在刀柄记号相对位置附近,说明主轴有问题.
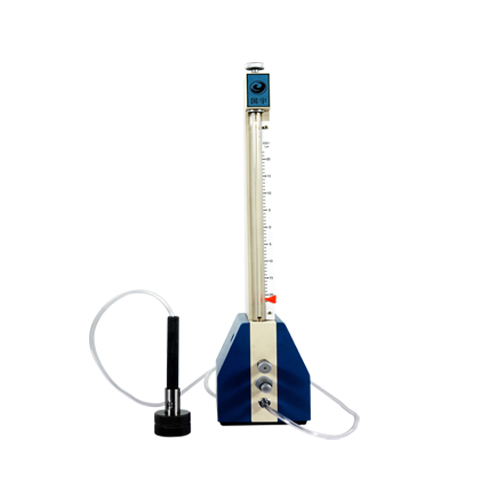
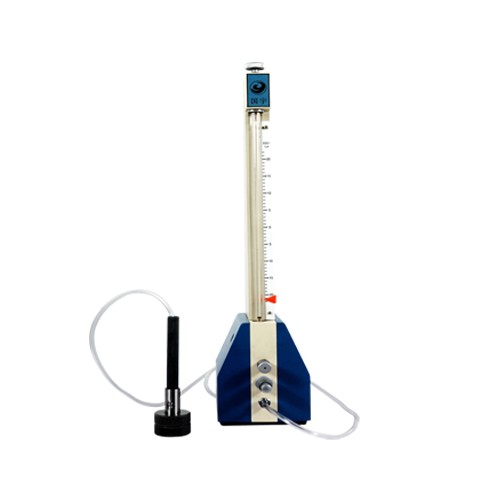
另外,锥度检测的话,可以用气动量仪来检测,
我司有专业的检测检具,
检测项目:
内锥、外锥度以及高度
检测系列:
BT30锥度刀柄 BT40锥度刀柄 BT50锥度刀柄
ER08锥度刀柄 ER11锥度刀柄 ER20锥度刀柄 ER25锥度刀柄 ER32锥度刀柄 ER40锥度刀柄
ISO10锥度刀柄 ISO16锥度刀柄
BBT30锥度刀柄 BBT40锥度刀柄
HSK20锥度刀柄,HSK25锥度刀柄HSK32锥度刀柄HSK40锥度刀柄HSK50锥度刀柄
HSK63锥度刀柄HSK100锥度刀柄
HSK锥度刀柄
可根据客户要求加工定制非标锥度检具。
详细了解的话,随时联系我司,感谢您的观看。