可根据客户产品要求定制非标检具
髋关节锥度测量仪 假体髋关节角度测量
1、 工件锥度。通过测量两个截面直径的相对值(相对标准件),经过数学模型运算得出工件两个截面的直径值和锥度值。另三截面测头可计算出工件的直线度情况。
2、 工序CPK值。通过统计分析工件直径的数值,经过数学模型运算的出本工序的CPK值。
一、测量方案
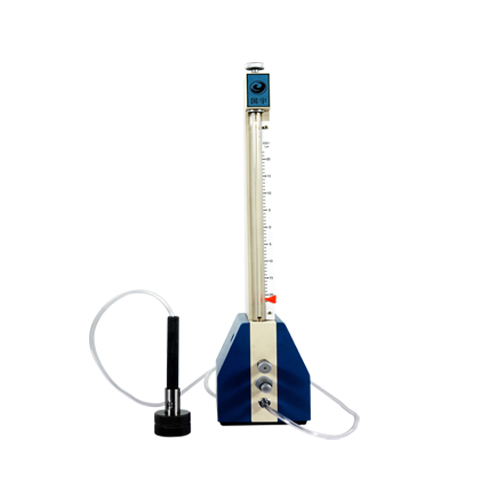
1、人工将工件放置在工作平台上,先用扫描枪扫描工件二维码,软件自动将工件二维码信息录入系统,开始检测该工件参数,手动将气测头或电子塞规插入被测孔中,传感器开始采样,工控机自动进行所有参数的测量、处理运算和显示测量结果。测量前要用标准件进行校对,工控机通过工件和测头间隙的不同采集变化的压力,此压力经高精度气电转换器转化成电信号,进行放大处理后送到A/D转换器,A/D转换成数字信号后送给工控机CPU进行处理,也可手动输入编号。
2、电箱通过配合专用锥度测头得出上下两个截面相对于标准件的大小,通过数学模型运算得出锥度值。
3、B两个喷嘴1个通道,A两个喷嘴1个通道,。共分布四个喷嘴两通道
4、气动测量对象:
(1)所测工件锥度值。在屏幕上显示锥度值、工件两个截面与标准件的相对值。
(2)工件两个截面圆度。同一高度截面测量XY两个方向直径的差值。
5、测量原理:θ=2*artan((A+△A-B-△B)/2H),如下图所示,测微仪2个通道分别检测出相对值△A与三角形B,从而计算出锥角。