如何正确选购气动量仪及调整
在现代加工制造中,像其它功能一样,测量也是管理效率、成本控制或成本遏制的一个重要主题。
举例来说,一个不合格的零件对OEM客户来说,可能只是小问题;作为装配者来说,快速扔掉这个零件而另选一个,也许只是占用他一两秒钟时间。但是它也可能是导致设备故障的一个潜在的,巨大的威胁,甚至可能导致致命的后果。
为了避免生产出不合格的产品、避免承担昂贵的诉讼费用,即使两个零件尺寸公差规格是一样的,管理人员也一定会花更多的精力去检验第二个零件使之达到更高的水平,力求100%。这样就导致了昂贵的质量管理成本。那么到底如何来选择适合自己的气动量仪呢?测量同一个尺寸就有多种方法,可以用多种测量仪器。该怎么选择?
一、正确选购气动量仪及测量仪的方法
1.气动量仪选购时根据可测量工件的各种长度参数、形状和位置误差,特别对某些机械量具和量仪难以实现的测量。例如深孔内经,小孔内经,窄槽宽度等,比较容易实现;
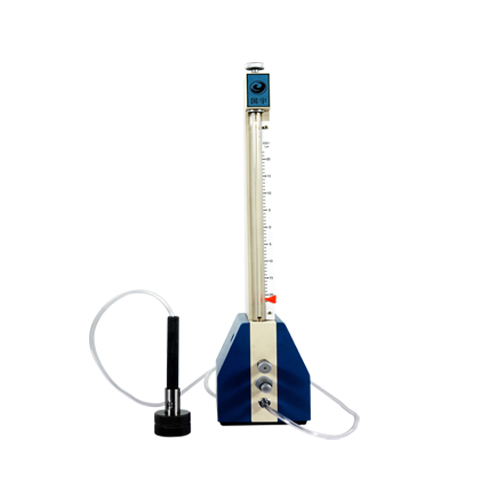
2.气动量仪的放大倍数较高,人为误差较小,工作时无机械摩擦,没有回程误差。这种气动量仪的仪器操作方便、读数直观、能够进行连续测量。特别是多管拼合式气动量仪,能够同时测量多个参数,测量效率高;
3.浮标式气动量仪实现测量头与被测表面不直接接触,减少测量力对测量结果的影响,避免划伤被测件表面,对薄壁易变形零件的测量尤为适用。由于非接触测量,测量头可较少磨损,延长使用寿命;
4.浮标式气动量仪在选购时要观察外表面的图层与镀层应无剥落、生锈等缺陷。气动量仪应无影响使用性能的漏气。放大倍数调整按钮和零位调整按钮转动应灵活、可靠,不应有,明显的轴向窜动。选矿药剂在测量时要界限指针应便于上下调整,且定位准确,固定可靠。计量仪刻度尺上的刻线、数字及其他标志是否正确、均匀、清晰。
二、调整浮标式气动量仪倍数的方法
1.内外径气动测量头的调整方法按使用说明书中操作方法项调整;
2.直线度(孔)测量头的调整;
3.将需使用的内孔轴心线直线度测量头与校对规清洗擦净,按浮标式气动量仪使用说明书用塑料软管连接好测量头,打开气源,即可进行调整;
4.内孔轴心线直线度测头调整时,必须把中间二小孔朝下摆放,再将上下限校对规套在测头上,此时上限校对规盖住中间二孔,故将浮标调整倒刻度尺上限位置。然后取下校对规,将上下限校对规位置互换套在侧头上,此时下限校对规盖住中间二孔,类似内径测头调整方法,将浮标调到刻度尺下限位置,如此反复调整几次,即可将倍数调整好;
5.由于测头长短不一,有的一个校对规可以盖住四个孔,即可按内径测头的调整方法调整。也有的一个校对规只能盖住一个孔,或能盖住三个孔但是另一个校对规放不稳,则需增加辅助校对规。调整浮标式气动量仪的方法同前,调整上限时一定要上限校对规盖住测头中间朝下二孔的位置。调下限时一定要下限校对规换到测头中间朝下二孔的位置;
6.辅助校对规或用同规格的校对规(其尺寸在被测工件公差范围内);如位置放不下时,允许用6mm厚的同规格校对规。